
3,流涂时出现的问题
涂料堆积和流痕:
堆积和流痕是流涂时最常见的缺陷,主要表现为沟槽处涂料大面积残留,在平面上出现波纹及流痕,在棱角处出现滴痕。
出现以上缺陷,表明所试验的涂料粘度等流变性能不佳。
试验现场解决上述问题的措施很有限。可以尝试以下几种办法:
A) 添加溶剂以降低粘度。这个办法可以有效地减少堆积和流痕,但同时也会降低涂层厚度从而增加出现粘砂缺陷的可能性,当涂层厚度处于下限时,就不能再稀释了。
B) 增大涂料流量使涂料依靠“集体重力”而尽快流下。流量小时,涂料在流动过程中渗入砂型和向空气中挥发的相对比例较大,粘度增加更快,因而容易停止流动而造成堆积和流痕。
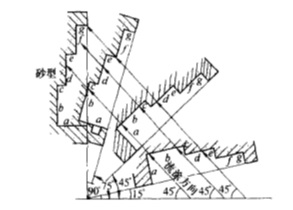
C) 调整砂箱倾斜角度,如下面图中,倾斜角75度时a平面的堆积倾向就小于90度时的情况。
涂层薄/裸型:
这里所谓涂层薄,需要区分两种情况,一种是湿态涂层薄,这往往因为涂料粘度过低,涂挂性差,造成流淌过度,致使涂层太薄。这时可以适当增加涂料波美度来改善。另一种是流涂后点燃前的湿态涂层厚度合适,但点燃后发现涂层形不成有效厚度,甚至砂粒裸露(即裸型)。出现这种情况多是由于涂料采用的悬浮体系不适合流涂,涂料显得很稠但实际含固量不高,形成“虚胖”。这时靠提高波美度的办法往往没有明显效果,一味地提高波美度也会导致出现流痕和堆积,这时只能停止试验。
当一种涂料在其它铸造厂流涂时很好,但在这里却发现涂层薄时,需要对比两者的原砂粒度。原砂粒度越粗,涂料就越容易渗入砂型内部,停留在砂型表面的涂料越少。如果是因为原砂粒度粗造成的,则需要调整涂料配方以适应这里的砂型条件。
冲击痕:流涂时由于涂料液流的冲击而出现不平的痕记,使涂层表面出现液流状凸凹不平。这主要是由涂料流出压力过高,流涂杆头距铸型太近、涂料粘度大、流动性差,涂层太厚等原因造成的。一般涂杆头是圆形时易出现这种缺陷。可以尝试减少压力、加大流涂杆头和型腔距离,使涂料流呈抛物线状流涂,流涂杆头采用扇形,降低涂料粘度、提高其流动性等。
波纹痕:波纹痕是流涂时在型腔表面出现的类似波纹的纹理,主要发生在大平面的砂型上。产生的主要原因是涂料粘度大,流动性差,触变性太小,流平性差,剪切稀释性强,一旦停止剪切,粘度恢复快,也易产生波纹痕。施涂操作上,施涂时间长,涂料流量小,且流动不稳定。操作时要采用扇形流涂杆头,大流量,从上到下,一次流完,勿长时间重复施涂。
叠层:叠层是在型腔表面施涂时,从上到下或从左到右两次或多次施涂而产生的涂层相叠纹理。产生叠层的主要原因是砂型温度较高,涂料粘度大、流平性差,流涂流量小,多次流涂等。其解决办法与波纹痕相同。
砂型棱角不清晰:涂料粘度大,流动性差,则涂料易堆积于沟槽、校角等处。加之涂料触变性强,结构恢复滞后,棱角处涂料易流动,堆积于其侧面,使砂型棱角不清晰。如果通过降低波美度的方法不能改善,就只能靠调整配方来解决了。
想看更多实用性的内容?请阅读本人结合在技术推广工作中积累的实际经验写成的几篇实用技术指南。(请点击右边栏目列表,手机读者请往下浏览)
作为涂料的用户,应该对采购的涂料做哪些性能检测?判断涂料合格的指标和标准是什么?介绍涂料基本性能检测方法。
涂料在使用过程中会经常遇到哪些工艺问题?能否在车间使用现场解决?介绍涂料使用中常见问题/缺陷的原因和现场解决方法。
作为涂料车间的技术人员,您经常需要做涂料生产的试验?手把手教您怎样做涂料生产试验。

本版块《铸造涂料基础知识》包含了有关铸造涂料技术和应用的入门级内容,主要以刚刚开始学习铸造涂料技术和应用的读者为阅读对象。如果想了解专业性、技术性更强的内容,请 返回主页 并根据各版块的主要内容介绍来选读您感兴趣的内容。
版权所有 © 2025 www.foundrycoating.com 转载请注明来源并附上原文链接
请勿摘录或复制本网站内容并发布至其他网站或嵌入他人文章中,而不注明来源或署名。