
一般铸造厂家所具有的试验仪器不多,即使有正规的型砂实验室,能够专门为涂料检测所配备的检测设备也很有限。作为涂料的用户而不是涂料供应商,从必要性和实用性角度,常常用到的检测手段主要有:
波美度:
适用于铸造涂料的波美度计:直筒型,量程0-120,最小刻度值2度。
检测步骤:
a)将待测涂料搅拌均匀后倒入一定容量如0.5升或1升的塑料杯(或者现场所能找到的其它合适容器)中,用涂料分散器以每分钟800转的速度搅拌1分钟。
b)停止搅拌后将涂料倒入100毫升量筒中,静置1分钟。
c)将波美度计垂直浸入涂料中,至略高于预期的刻度线,放开波美度计让它下沉但不要触及筒壁或筒底。
d)待波美度计停止下沉时,读出波美度值并记录。
重复测量绝对误差在1度以内。
波美度计用后务必清洗干净。波美度计上如有涂料残留会影响其测量精度。
悬浮性:
装置:30毫米直径,刻度为0-100毫升的带磨口具塞量筒。
步骤:把涂料搅拌均匀后倒入量筒中,使其达到100ml标高处,在静止状态放置一定时间后,读出上部澄清层与涂料分界处的刻度。该刻度值除以100即为悬浮性值。
部颁标准规定在静止状态放置的时间是,水基涂料6小时和24小时,醇基涂料2小时和24小时。
密度:
装置:30毫米直径,刻度为0-100毫升的带磨口塞量筒。感量为0.01克的天平或电子秤。
步骤:称量筒的重量(电子秤皮重归零),然后向量筒中加入搅拌均匀的涂料至100ml标高处,再称重。将量筒中涂料的净重(以克为单位)处以100,即得到涂料的密度值(克/毫升)。
此外,涂料的性能还包括:发气性(发气量),含固量,杯粘度和表观粘度,涂层常温强度(耐磨性),高温爆热裂纹等级,透气性,抗破水能力等。 《机械行业标准JB/T 9226-2008》对其中大部分性能的检测方法做出了规范。
该标准还规定了不同涂料应该具有的性能指标:


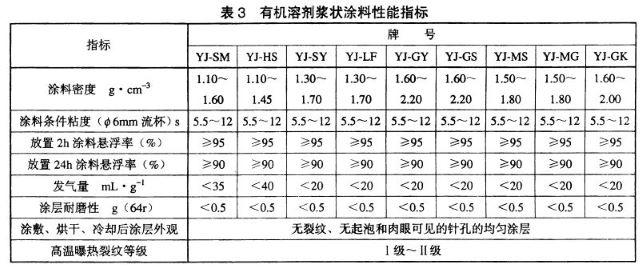
笔者认为,铸造厂作为涂料的用户,由于一般不具备较多的试验设备,在实际应用中,可以根据涂料特性检测一些常用的基本性能,其中大部分涂料仅检测悬浮性和波美度,并配合以外观检测,就可以满足一般情况下的要求。
悬浮性是涂料质量的综合反映,稳定供货的涂料若突然出现悬浮性下降,多半意味着涂料的变质或生产质量出现了问题。
波美度是反映涂料性能的另一个重要指标,波美度异常也意味着涂料变质或生产质量问题。波美度下降还可能是由于涂料密度下降造成的,提示供应商可能改变了配方或减少了耐火填料的比例,这时应该配合检测涂料的含固量。
不过对于一些涂料,还应该根据需要检测某些特定性能,比如,对于汽车发动机等容易出现气孔缺陷的铸件,所用涂料还应该检测发气量。对于消失模涂料,还应该检测其透气性。
涂料性能及其检测是涂料技术的重要组成部分,笔者在“涂料的工艺性能”和“涂料的工作性能”章节中作了更详细论述。
想看更多实用性的内容?请阅读本人结合在技术推广工作中积累的实际经验写成的几篇实用技术指南。(请点击右边栏目列表,手机读者请往下浏览)
作为涂料的用户,应该对采购的涂料做哪些性能检测?判断涂料合格的指标和标准是什么?介绍涂料基本性能检测方法。
涂料在使用过程中会经常遇到哪些工艺问题?能否在车间使用现场解决?介绍涂料使用中常见问题/缺陷的原因和现场解决方法。
作为涂料车间的技术人员,您经常需要做涂料生产的试验?手把手教您怎样做涂料生产试验。

本版块《铸造涂料基础知识》包含了有关铸造涂料技术和应用的入门级内容,主要以刚刚开始学习铸造涂料技术和应用的读者为阅读对象。如果想了解专业性、技术性更强的内容,请 返回主页 并根据各版块的主要内容介绍来选读您感兴趣的内容。
版权所有 © 2025 www.foundrycoating.com 转载请注明来源并附上原文链接
请勿摘录或复制本网站内容并发布至其他网站或嵌入他人文章中,而不注明来源或署名。