
前一篇:3D打印技术的原理和分类
下一篇:3D打印砂芯专用涂料
在铸造生产工艺中,砂芯的3D打印技术是一种全新的数字化快速型芯制造工艺。无需制造模具,仅使用精密成形设备和计算机软件控制,就可实现增材成形,可制造出复杂、精确的砂型芯,尤其是铸造模具难以成形的复杂砂型芯,可实现复杂砂型芯的一体成形,大大提高了铸造毛坯的尺寸精度,缩短了新产品的开发流程和生产周期,同时也实现了传统铸造行业的数字化、信息化转型升级。
一, 适用于砂芯制造的3D打印技术
在上一篇文章中介绍到,目前3D打印砂芯的主要制造工艺有两种: 喷墨砂型打印工艺(3DP)和选择性激光烧结覆膜砂芯成形工艺(SLS)。
1,喷墨砂型打印工艺。这种工艺在形式和原理上都属于3DP技术,系统先在工作台上铺一层粉体(粉体为预混固化剂的砂粒),喷墨打印头根据CAD 数据生成的截面形状在粉床上喷出粘接剂,打印出一个截面;工作缸下降一个层厚(砂型层厚0.2 ~ 0.4 mm),然后再铺一层粉体。系统不断重复上述步骤,直到完成所有截面的打印;最后固化的砂型从工作缸中取出,去除未固化的多余粉末,得到最终所需的砂芯。
所用的粘接剂是适用于3D打印配方的呋喃树脂自硬粘结剂,这种粘结剂采用磺酸(通常是对甲苯磺酸)固化。只要粘结剂接触了这种固化剂,就以和普通铸造车间呋喃自硬树脂砂同样的方式固化。
喷墨打印砂型的粉体有石英砂(原砂或人造砂)、宝珠砂、锆砂等。
下面的动图显示的是四川共享铸造有限公司研制的全球最大的3DP打印砂芯的设备。
2,选择性激光烧结覆膜砂芯成形工艺,原理上属于SLS。粉末材料的固化(烧结)借用了普通的覆膜砂制芯技术原理,选用覆膜砂等材料作为烧结材料,通过激光加热酚醛树脂使其受热产生软化和固化,而使覆膜砂粘结形成砂芯。
喷墨砂型打印工艺相比选择性激光烧结覆膜砂芯成形工艺起步较晚,但由于其较快的制造速度及较优异的砂型性能,近年来应用范围越来越广泛。
二, 3D打印砂芯工艺的常用参数
(以下数据和论点均摘自不同文献,详见文末所附的参考文献目录)
选择性激光烧结覆膜砂芯成形工艺:某研究介绍了SLS工艺的最佳固化参数:
当树脂用量为3.5%,固化剂占树脂用量的15%
固化温度180度时,抗弯强度可以达到5.66MPa。
激光扫描速度1000mm/s,每次铺粉厚度0.2mm。
下面的图表是某厂使用3DP工艺打印汽缸盖砂芯所用的材料和技术参数:

下面是一篇文献中对3DP打印的砂型试块进行检测得到的结果:

三, 两种不同的3D打印砂芯工艺的对比
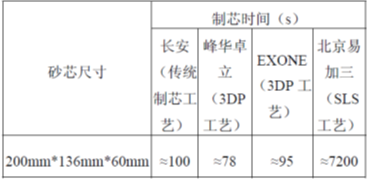
1,成型速度和制芯效率:SLS的砂粒固化依靠激光加热,其整个层面的固化速度取决于激光光束的数量、强度和移动速度。3DP的砂粒固化依靠树脂与砂粒表面固化剂的反应,喷头的数量可以高达几千甚至几万个,因此,3DP打印工艺的成型速度要高于SLS。下面表格是采用不同工艺生产某发动机缸盖砂芯所需的时间:
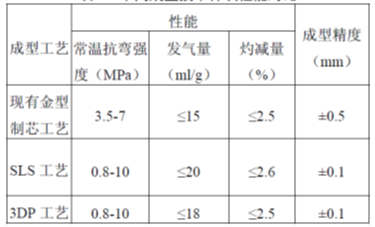
2,型砂性能对比:这是采用不用工艺生产某发动机缸盖砂芯所得到 砂芯的性能对比:
四, 目前3D打印砂芯工艺存在的问题和局限性:
1,初始强度低:树脂固化并形成最终强度需要一定的时间,砂芯初始强度较低, 不能直接用于浇注铸件,必须对铸型(芯)进行再加热保温处理,以尽快得到理想的终强度。对于较大的砂芯,初始状态下的起吊和搬运比较麻烦。
2,难以在打制砂芯的过程中放入排气管、尼龙绳等材料,外冷铁和芯骨的放置也较困难。
3,3DP打印过程完成时,从构建箱中取出成型的砂芯是耗费时间和很精细的事。固化的砂芯要小心轻拿轻放,未固化的砂子要仔细地从成型的砂芯上刷去或者采用真空吸尘器清除。当砂芯成型和固化时,一些反应性粘结剂可能从所希望的几何形状向外迁移并固化,形成难以从砂型上清除的粘砂,这比清除未固化的砂子要困难。
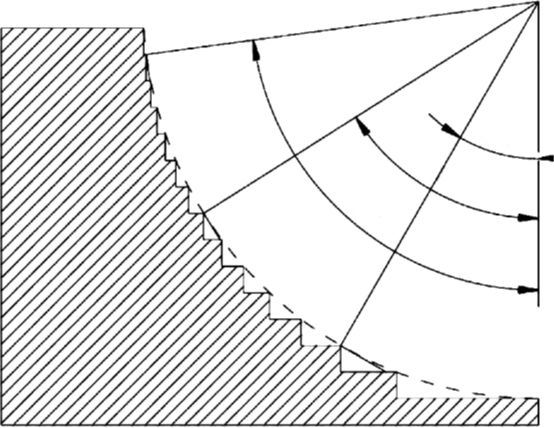
4,砂粒之间的孔隙率大,导致型(芯)的致密性差;且砂型(芯)表面的阶梯式痕迹使得砂型(芯)表面的光洁度差。
5,大型砂芯制造的效率:目前3D打印砂芯在小型复杂铸件的砂芯制造方面应用较多,但大型砂型的制造还存在生产周期长的局限。比如德国Voxeljet公司开发的 Voxeljet 4000最大成形尺寸4m×2m×1m,共26560个喷头,打印层厚0.3mm,打印速度75s/层。这样计算下来,打制1块高度为1780mm的砂芯需要5.15天。
本文所列数据和图表参考了以下文献:
刘海舟等:打印技术在铸造砂型(芯)量产上的发展与应用
李栋等: 3D打印的气缸盖砂芯
杜延强: 大型铸件砂芯3D打印难点在那里?
张海荣: 选择性激光烧结用覆膜砂的研究和发展现状
杨永泉等: 喷墨砂型打印技术浅析
樊自田: 选择性激光烧结覆膜砂铸型(芯)的固化机理
李 玲等: 铸钢件3D 打印砂型芯用水基涂料的开发与应用
(本文所引用的视频均来自网络,原始出处无法查证。如有侵权,请与我们联系,我们将第一时间删除相关内容或补充注明来源。)
前一篇:3D打印技术的原理和分类
下一篇:3D打印砂芯专用涂料
耐火粉料氧化铁含量的控制
既然许多铸铁用涂料中需要额外添加氧化铁,那么是不是铸铁涂料骨料中对铁含量(Fe2O3)的控制就可以放宽呢?或者说,是不是可以采购氧化铁含量高些(价格更便宜)的骨料,同时还可以减少氧化铁粉的加入量?
你用的是哪种波美度计?
常用的波美度计有玻璃质波美度计和钢头波美度计两种,这两种波美度计测量同一种涂料时,读数往往有差别。到底该用哪一种波美度计呢?
砂铸用的涂料,也需要测控透气性吗?
涂层的透气性是消失模涂料的一个非常重要的质量指标,但对于砂型铸造涂料的透气性,人们似乎不大关注。实际上,在以下情况下,也必须测控砂铸用涂料的透气性。
版权所有 © 2025 www.foundrycoating.com 转载请注明来源并附上原文链接
请勿摘录或复制本网站内容并发布至其他网站或嵌入他人文章中,而不注明来源或署名。